

Raw material for manufacturing the TMT Bar are iron ore, coal, dolomite. In this process raw materials are piled, recovered and mixed in required proportion.
The iron ore experiences beneficiation procedure to raise the iron substance.
During the initial stage of primary steel making, in oxygen furnace combining oxygen
with carbon in the iron and that eliminates carbon dioxide is known as pre-treatment.
Then, the steel once again passes through the Electric Arc Furnace for refining the composition of steel.
Now molten steel from Electric Arc Furnace is transferred to a ladle and it transferred to the continuous casting machine.
Customised high-grade Billets where Sulphur, Phosporous, Manganese & Carbon are controlled as per our requirements.

The following processes can be used :
Ladle Injection
Ladle Furnace
Stirring
Degassing
CAS-OB

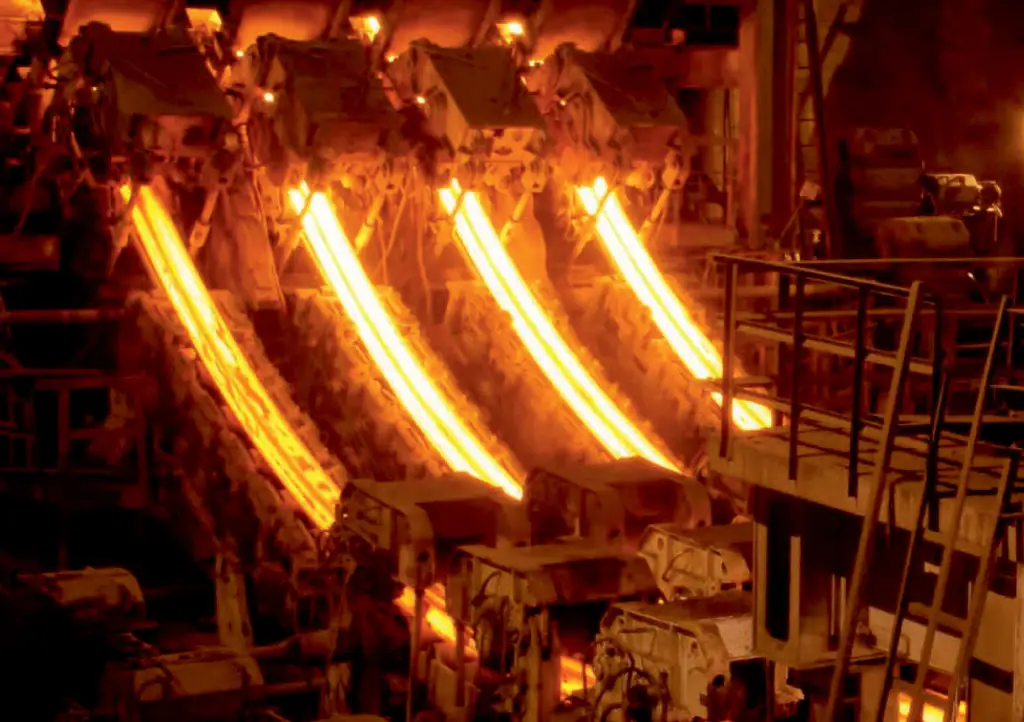
This steel is finally cast into billets using the continuous casting process. In this process molten steel is poured into moulds which then turn the metal into long, rectangular forms called steel billets.
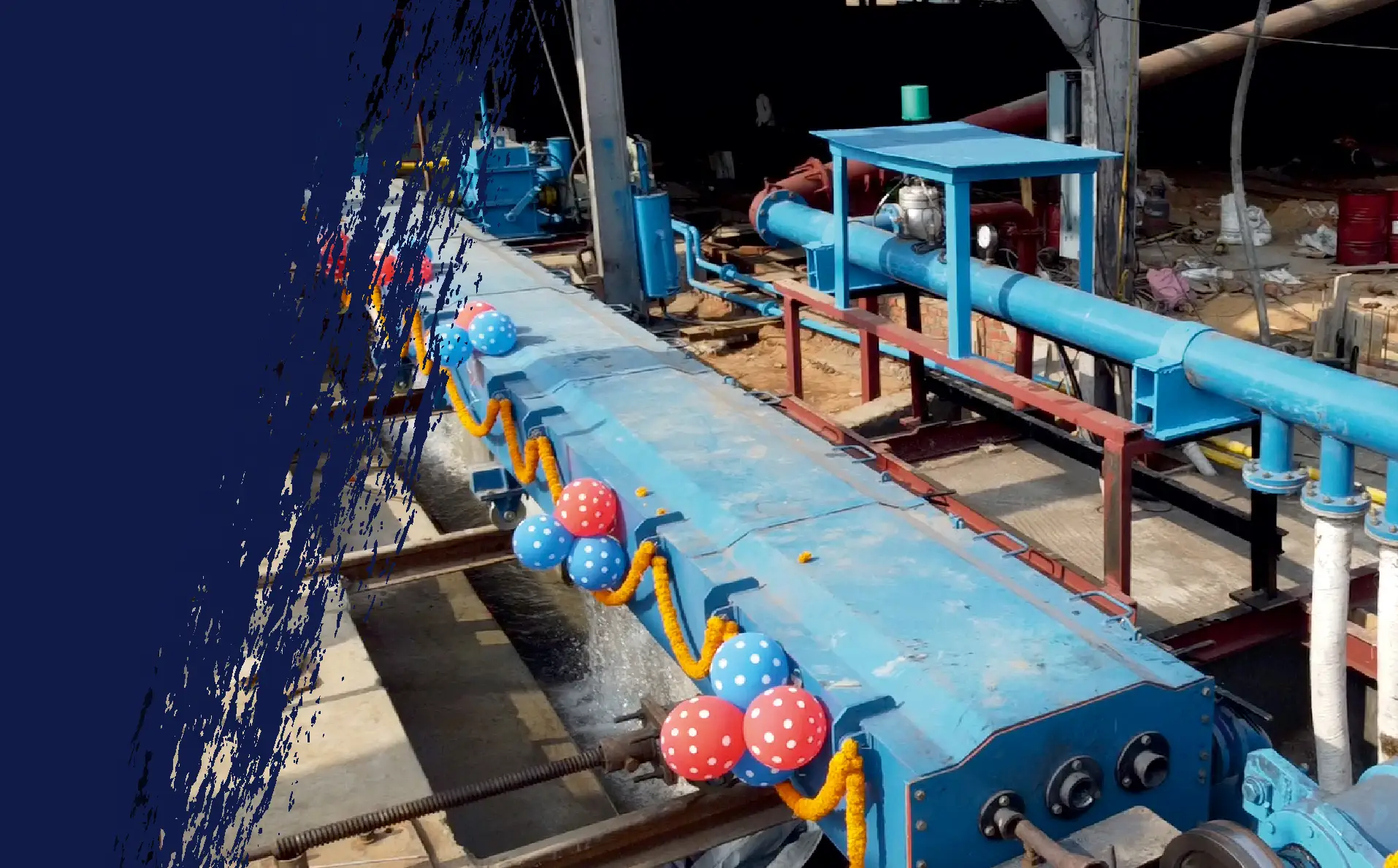
With the help of computerized process, qualified engineers of JINDAL HD passes the 1,200 °C billets to the PLC controlled Continuous Linear Rolling Mill. This helps to enhance production speed - 30 meter per second, while processing in 23 passes.

This is final manufacturing process that produces the TMT steel rebars.
— In a reduction mill the heated billet goes through three stands — roughing, intermediate and finishing stands, where the rolling mill reduces the thickness and extends the overall length
The process is controlled by monitoring devices, in an all mechanized technical operational environment. This enables the production of rebars with perfect shape, uniform thickness and equal standard length. The rolling mill operating in tandem with the continuous casting machine cools the billet temperature to help reduce the material and within 40 seconds, these billets are made into TMT bars


ensuring excellent dimensional tolerance and surface finish. Most of the rolling mills in JHARKHAND have the manual process which takes too much time and lacks the temperature required for processing. This leads to the loss of quality of the TMT bar.
For reduction, billets are passed through the vast automated high-speed rolling mill units of JINDAL HD. Normally, TMT bars needed for gauge are passed only 15 to 19 times. But at Kalliyath, bars are passed 21 to 25 times to ensure uniform size, shape and strength to decrease the production time. Mills that work with manual technology reduce the number of passes which results in the loss of quality, strength and unique shape of TMT bars.

Once the hot rolled bar exits the final finishing rolling stand it is instantly passed through a water quenching system where water sprays causes the surface of the rebars to cool and harden quickly. While this rapid cooling makes the surface hard, it leaves the inner core hot and malleable.
After the bars pass through the quenching system, the core remains hot and continues to pass this heat to the outer surface — the process is called self - tempering and turns the outer layer into Tempered Martensite.
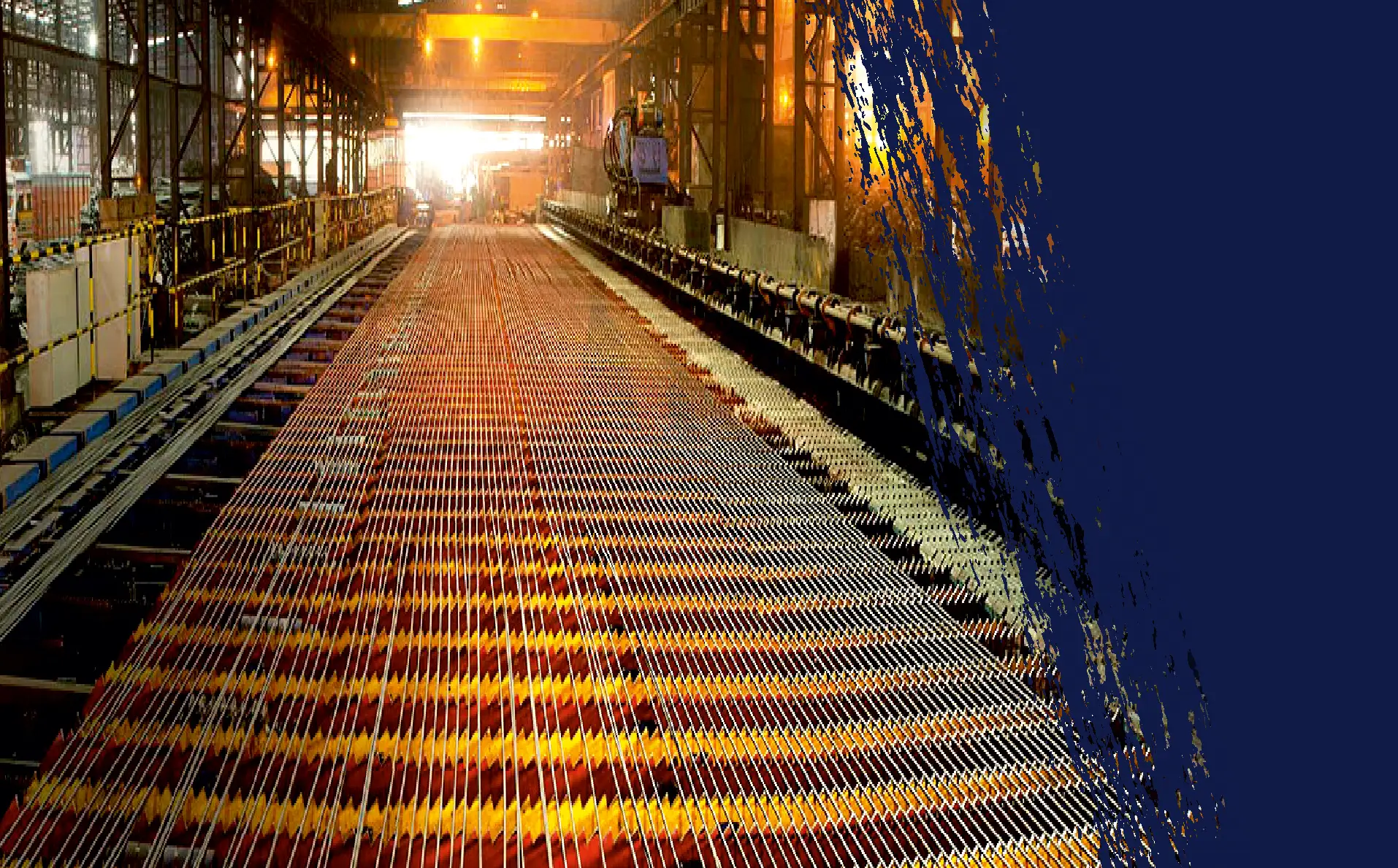

TMT bars that come out after the Quenching Process will be of 250 These bars are cut into desired sizes and then passed through Automated High-Speed Cooling Bed. This stage involves normal cooling to room temperature where the `Austenitici core is transformed to a ductile ferrite + pearlite structure. This finished bar has a microstructure comprising of a tough outer layer of tempered 'Martensite' and a ductile core of 'ferrite + pearlite'. This composite structure gives excellent yield strength to the bar along with superior ductility and weldability.
The mechanism of automated cooling bed ensures that the bars are uniformly positioned over the toothed racks. The advanced technology helps prevent the damages caused by the collision of TMT bars and thereby gives a unique uniform strength and shape. But in manually operated rolling mills, labourers do this with a hook.
The increased strength and toughness of TMT bars create problems during subsequent manual bending operations.
This, in turn, will affect the shape and strength of the TMT bars.

Once the rebars are tested, weighed and bundled they are shipped onwards to their final destination. From here on they go on to become the strong and invisible foundation of our lives for decades to come — helping construct dams, airports, flyovers, and our homes.